公開日:2026年1月26日
執筆者:シャンジ・メン(上級金属アナリスト)
銅とその合金は、加工において最もやりがいのある材料の一つであると同時に、時に扱いが難しい材料でもある。優れた熱伝導性と電気伝導性、天然の抗菌性、そして完全なリサイクル性といった特性から、電気自動車部品、船舶用ハードウェア、精密歯車、溶接電極などに欠かせない材料となっている。しかし、その柔らかさ、工具に付着しやすい性質、そして加工硬化現象といった特性から、適切な加工方法が求められる。
2026年、電化と再生可能エネルギーによる銅需要の急増に伴い、機械加工業者は高性能合金の受注増加を目の当たりにしています。このガイドでは、当社が取り扱う最も一般的な銅の種類、適切な加工プロセス、主な利点と課題、実用的な設計のヒント、工具に関するアドバイス、そして実際の応用例について解説します。
CNC加工によく用いられる銅のグレード
用途によって適した合金は異なります。精密機械加工工場で最もよく見られる合金の種類は以下のとおりです。
- 純銅(C10100/C11000)純度99.9%以上、無酸素またはETP。最高の導電性が求められる用途(バスバー、ヒートシンクなど)に最適です。
- 真鍮(C36000、C26000)切削加工に最適で、切りくず処理能力に優れています。継手、バルブ、ギアの加工に最適です。
- アルミニウム青銅(C95400、C95500)高強度と優れた耐海水腐食性を備えています。船舶用プロペラやブッシングに最適です。
- 錫青銅(C90300、C90700)優れた耐摩耗性と低摩擦性。高負荷ベアリングやギアに最適な定番製品です。
- リン青銅(C51000、C54400)優れた弾性と耐疲労性を備えています。コネクタやバネによく使用されます。
- クロムジルコニウム銅(C18150/C18200)高強度を実現する析出硬化処理済みで、導電率は80~90% IACS。抵抗溶接電極やEVモーター部品の主流となっています。
-
グレード選択の簡単なヒント電気部品には純銅またはCuCrZrを選択してください。腐食しやすい環境にはアルミニウム青銅を選択してください。大量生産で加工しやすい場合は真鍮を選択してください。
銅に適した機械加工プロセス
ほとんどの銅材は、標準的なCNC装置で良好に加工できます。
- CNCフライス加工複雑な形状、ポケット、および3~5軸加工部品に最適です。
- CNC旋盤加工ブッシング、継手、シャフトなどの円形部品に最適です。
- 穴あけとねじ切り真鍮とリン青銅はきれいにタップ加工できます。純銅に深い穴を開ける場合は、ペックドリルを使用してください。
- スイス型旋盤小型で高精度なピンやコネクタに最適です。
- EDM(必要に応じて)めったに必要とされないが、硬化処理されたCuCrZr部品には有用である。

-
銅合金の機械加工の利点
- 優れた熱伝導性 → 熱を素早く放散し、工具の摩耗を軽減します。
- 優れた電気特性 → コネクタや電極にとって極めて重要。
- 天然の抗菌表面 → 食品加工や医療機器部品に最適。
- 完全なリサイクル性 → 2026年の持続可能性に関する義務規定に合致する。
- 美しい仕上がり → 真鍮とブロンズを磨き上げ、高い光沢を出します。
課題と実践的な解決策
銅の延性は典型的な問題を引き起こしますが、私たちはそれらにどのように対処していますか?
- グミチップと盛り上がった縁鋭利なポジティブレーキ工具と十分な冷却剤(乳剤またはオイル)を使用してください。
- 加工硬化― 軽く(深さ0.1~0.5mm)塗布し、長時間放置しないようにしてください。
- バリの形成真鍮製の機械はほとんどバリがないが、純銅はバリ取りまたは上向きフライス加工が必要となる。
- 熱膨張寸法を正確に制御するために、慎重に治具を取り付け、冷却液を十分に注入してください。
プロのヒント純銅の場合、多結晶ダイヤモンド(PCD)工具は超硬工具よりも10倍長持ちします。

-
デザイン上の考慮事項とヒント
- 許容誤差真鍮/CuCrZrでは±0.01mmの精度が達成可能ですが、純銅の場合は軟らかさのため±0.02mmが必要になる場合があります。
- 壁厚たわみを避けるため、最低でも0.5~1mmの余裕が必要です。
- 半径とフィレット応力を軽減し、工具寿命を向上させるために、十分な半径(少なくとも0.5mm)を追加してください。
- 表面仕上げ研磨済み超硬合金の場合、Ra 0.4 µmが標準です。真鍮の場合は鏡面仕上げも可能です。
- 熱処理CuCrZrは完全な硬度を得るために加工後の時効処理が必要です。それに応じて計画を立ててください。
ツールとパラメータに関する推奨事項
- 工具材料ほとんどの用途には無コーティングまたはダイヤモンドコーティングされた超硬合金を使用。純銅の大量加工にはPCDを使用。
- 切削速度と送り速度(C36000真鍮、10mmエンドミル使用時の例):
- スピンドル回転数:8,000~12,000回転/分
- 送り速度:1,000~2,000 mm/分
- 切削深さ:軸方向0.5~2mm
- 冷却液必ず使用してください。焼き付きを防ぎ、仕上がりを向上させます。
実世界での応用例
- 真鍮 → 精密歯車、バルブ本体、装飾金具。
- アルミニウム青銅 → 船舶用ブッシング、ポンプインペラ。
- 錫青銅 → ウォームギア、高荷重ベアリング。
- リン青銅 → 電気スプリング接点。
- 純銅 → 熱交換器、バスバー。
- CuCrZr → スポット溶接電極、EVローターバー。
2026年におけるコストと持続可能性に関する要因
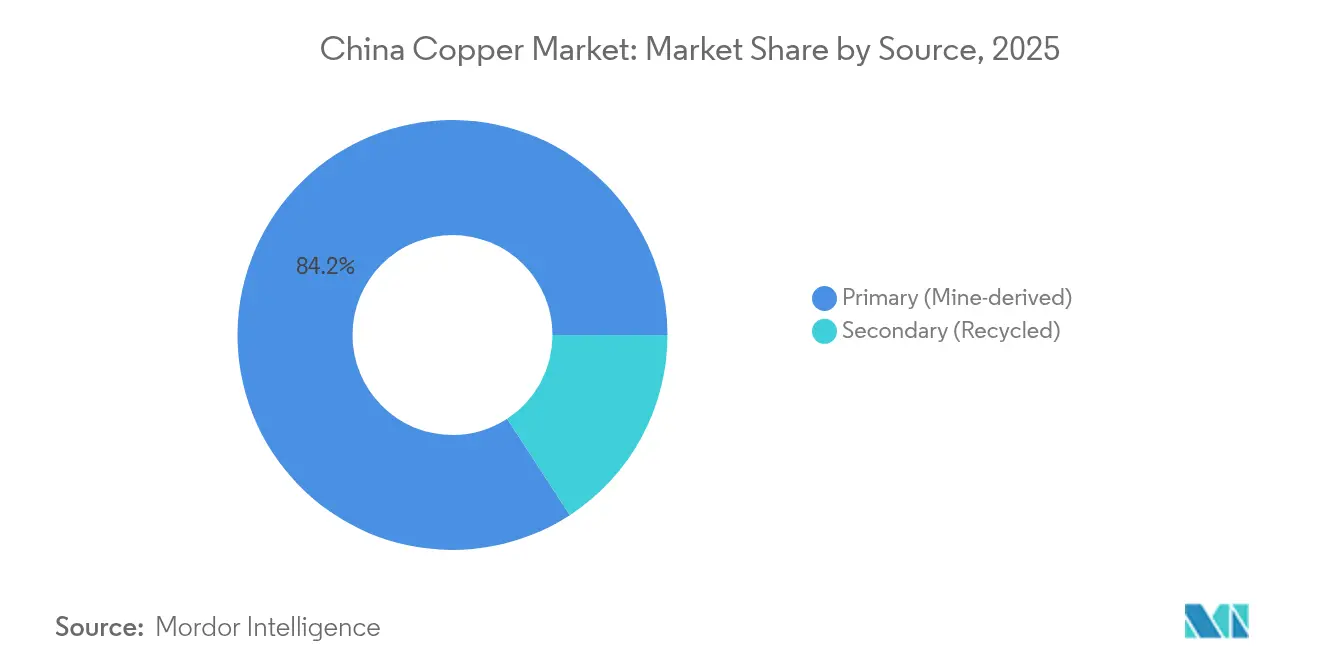
材料価格は変動する(純銅は約1万1000~1万3000ドル/トン)が、真鍮が最も経済的である。多くの工場でリサイクル率が50%を超え、コストと二酸化炭素排出量の削減につながっている。電気自動車(EV)需要の増加に伴い、CuCrZr合金の供給は逼迫すると予想される。
最後に
銅の機械加工は、入念な設定と適切な材質の選択が重要です。上記のヒントを参考にすれば、厳しい仕様にも適合する高品質で機能的な部品を安定して生産できます。
あなたのデザインを形にする準備はできましたか?最新の製品カタログで、当社の銅合金製品(真鍮、アルミニウム青銅、錫青銅、リン青銅、純銅、CuCrZr)の全ラインナップをご覧ください。また、カスタム加工の見積もりや技術サポートについては、当社のエンジニアリングチームまでお問い合わせください。
投稿日時:2026年1月26日